/prod01/wlvacuk/media/images/generic/2019-re-design/component-9/32263660387_dd1b90ec5c_o.jpg)
/prod01/wlvacuk/media/images/generic/2019-re-design/mega-menu-news-item/mega-menu-alumni-news.jpg)
/prod01/wlvacuk/media/images/generic/2019-re-design/component-9/postgraduates_in_courtyard.jpg)
/prod01/wlvacuk/media/images/generic/2019-re-design/mega-menu-news-item/191011-RWT-Signing-Resized-mega-menu.jpg)
/prod01/wlvacuk/media/images/generic/2019-re-design/mega-menu-news-item/mega-menu-hamburger-news-item-uwrupdate.jpg)
Case Studies
![]()
Based in Wolverhampton, Wood Saints is a new community wood recycling business collecting unwanted wood from building sites, manufacturers and householders. Preparing it for sale, via upcycling or manufacture of usable products such as kindling & pulp, creating jobs and volunteering opportunities for local people.
Wood Saints offer a competitive collection service across the Black Country, South Staffordshire, Telford & Shropshire. Saving money on skip hire & boosting social responsibility in the process. Collections are taken to The Dixon St Wood Depot, a 10,000 sq/ft facility which houses a timber yard, wood workshop & retail store, selling upcycled products, furniture & other items from local craftspeople. Profits generated are reinvested to improve quality of life for people living in the All Saints area of Wolverhampton.
Contact: info@woodsaints.com or call 01902 556683 / 07950 347718
Background to the support provided
Having met representatives of Asan Wood Saints at a local launch event, subsequent discussions with the company, on how EnTRESS may be able improve the company’s manufacturing process, centered around two areas of development. Identification of suitable laser cutting equipment to expand production capabilities and secondly a review of the compressed air supply system. This was to advise on its design and fitness for purpose.
Installation advice and factors to consider that allowed expansion of the system as production increased, key requirements of the company. An additional benefit of working with EnTRESS was an opportunity to participate in a challenge/showcase event, themed around waste management & treatment, held at Wolverhampton Science Park March 1st 2018. This event was supported by Rolls-Royce, City of Wolverhampton Council and the Environment Agency.
What was accomplished?
The knowledge transfer process
Starting point for the project was a site visit to review Asan Wood Saints’ manufacturing process and carry out an assessment of the current workshop facilities.
At the company’s request EnTRESS identified a suitable small low cost laser cutting machine which will enable Asan Wood Saints to expand their production capabilities particularly small decorative items.
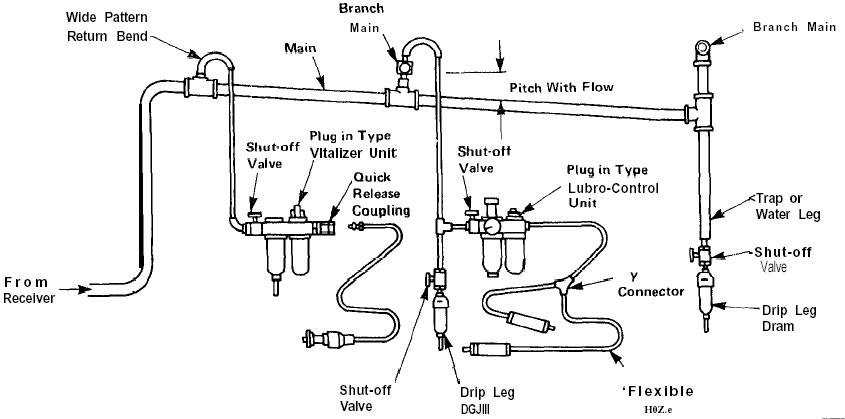
After reviewing the current compressed air supply system, EnTRESS was able to advise on the design of a new, more efficient distribution system fit, for purpose and one that would allow for expansion of the production area, provide maximum air flow and maintain air tools at optimum condition.
In addition EnTRESS was able to demonstrate the benefits of introducing an entry level CAD software package, DraftSight, to design new products and aid the construction process by providing cutting list data, record constructional details for efficient repeat ordering and minimize wood waste.
A further aim of the project was to work with the company to enable its participation in an EnTRESS challenge/showcase event, themed around waste management and waste treatment. Held at the Wolverhampton Science Park, supported by Rolls Royce, City of Wolverhampton Council and the Environment Agency and with over 60 delegates. The event showcased the company its ethos and products to a wider audience than usual.
 Solutions Identified
Solutions Identified
- Identification of small scale, low cost laser cutting equipment to expand production capabilities was achieved with a system from Mantech for £3180.
- Review the compressed air supply system, identified the need for a Ring Main system to be installed. This would provide maximum delivery of air pressure & cover the entire production area with one system also allowing for expansion as the company develops.
- EnTRESS also introduced an entry level CAD software package, used to design new products, it also aids the construction process by providing cutting list data, record constructional details for efficient repeat ordering and minimize wood waste.
- Asan Wood Saints participated in an EnTRESS challenge/showcase event, themed around waste management & treatment. With over 60 attendees networking with speakers, exhibitors from business, academia, national & local government, a number of new contacts & opportunities were generated.
- Bespoke wooden house construction software was also identified. Provided by SEMA, this software is suitable as a progression from the 2D DraftSight software initially introduced
Bromford Iron & Steel Co Ltd is a leading producer of hot rolled flats, sections & custom profiles supplied worldwide. Part of the OSSL Group, they are based in West Bromwich where, for over 200 years they have built a reputation for outstanding quality and industry leading customer service.
Background to the support provided
Our initial Meeting was at Bromford Iron & Steel in West Bromwich.
Wishing to raise its environmental, resource efficiencies & generally improve profitability of the company which, by the very nature of hot rolling, has very high energy costs, a number of ‘possible projects’ had already been identified internally. Creating a starting point was however proving difficult & an interest in setting up a Knowledge Transfer Partnership (KTP) with the University in order to ‘buy in’ expertise & support to work through the ‘projects’ was expressed.
EnTRESS agreed to carry out a baseline audit of the process with a view to creating a snapshot of the current situation. Establishing the level of resource, process & environmental issues will enable the company to prioritise future development.
The project report, is to be used to form the basis of a subsequent KTP application.
What was accomplished?
The knowledge transfer process
Starting point for the project was a baseline process / resource audit this was carried out on the main billet rolling mill to establish principal areas of concern and possible improvement projects.
In addition, a thermal imaging survey of the same production line was also carried out, to establish the presence of ‘hidden’ thermal issues and gauge machine/equipment condition indicators.
During the audit the following principal issues were identified.
- Significant waste heat from the soaking furnace is vented to atmosphere via an extensive system of ducting to a single large chimney.
- End cropping of the steel billets was carried out early on in the process, which leads to the scrapping of a section of material and the current cropping shear was liable fail because of the significant mechanical loads placed upon it. Subsequent repair costs & associated loss of production were therefore an issue.
- The company had expressed a wish to crop billets further on in the rolling process when the billet cross-section has been reduced.
- The cooling water used within the rolling process currently has a chemical treatment cost of around £7k per year.
- In addition, as it circulates within the process, the cooling water picks up significant amounts of lubricating oil which in turn, has to be removed prior to reuse or discharge.
With a number of process concerns & possible areas for improvements identified, additional research was carried out to provide data on the options for either immediate solution to the issues identified or at the very least, indicative solution strategies for the company & University to subsequently follow up.
Most notable is a submission for a Knowledge Transfer Partnership (KTP) agreement. This data & solution options were set out in detail in a formal report, presented to the company along with an electronic copy of all findings & data.
Solutions Identified
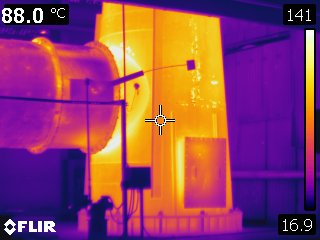
It was suggested that the significant level of waste heat from the soaking furnace, currently vented to atmosphere could be harnessed in two distinct ways. Firstly, further investigation should be carried out on the use of the waste gasses fed back in to the furnace system to improve pre-heating efficiency.
The second efficiency identified is the possibility of introducing a heat exchanger into the furnace vent system to heat water. The thermograph on the previous page shows that even the outside of the stack is nominally 88.0 deg C despite internal insulation. This was indicative of the level of expensive waste heat escaping.
The primary issue for Bromford was the cropping of the steel billets. Carried out early on in the process, lead to the scrapping of a section of material. Removal of the shearing process and replacement with an alternative cutting process, later on in the rolling sequence would result in a billet end of reduced size being cut. This reduced the level of process scrap by around 2.2kg per billet, this material saving can be converted into saleable product leading to additional revenue of around £30-34.5k, depending upon level of production & steel price.

Established in 1924 and a family run business with a wealth of experience. In-house capabilities allow control of a lean manufacturing process with a modern cloud based planning system.
They deliver high quality solutions at the right price, producing high volume products and custom made one off fabrications.
Background to the support provided
The Company is forward thinking and as such wanted to gain the benefits of further developing its resource efficiency. As a result of discussions with the Company, EnTRESS carried out an initial process audit to identify any resource losses and then propose solutions. Following an initial visit to the site it was agreed that the Company’s compressed air system be specifically targeted as a suspected source of significant resource use.
In addition to the physical resource investigation the Company expressed an interest in developing further its measurement process particularly on small dimensional details. Solutions to this and monitoring of optimum light levels in key production areas also formed part of the project.
What was accomplished?
The knowledge transfer process
Ceandess is a forward thinking company and as such wanted to gain the benefits of further developing its resource efficiency.
As a result of discussions with the Company, EnTRESS carried an initial process audit to identify any resource losses and then propose possible solutions.
Following an initial site visit to review the production process, it was agreed that the Company’s compressed air system be specifically targeted as a suspected source of significant resource use. Two resource streams were explored, energy use of the compressor and losses in the air distribution system. To monitor energy use, a current monitoring data logger was non-invasively installed on the compressor’s 3 phase supply and left on test for a week (Friday to Friday).
The second energy stream, compressed air, was addressed by an inspection of the general condition of the air distribution system with an emphasis on identifying leaks.
Optimum levels of lighting in the main manufacturing area were also the subject of a brief audit to monitor light levels in key production areas coupled with a review of any possible actions.
In addition to the physical resource investigations, the Company expressed an interest in developing its measurement process, particularly on small dimensional details. To this end, research was carried out on non-contact measurement systems that could enhance the Company’s inspection process.
Solutions Identified
- It is estimated that most identifiable leaks are joint dependent and are 0.1-0.39 mm in size. However, industry estimates suggest that each of these can cost £28 / year in lost energy, based on compressed air cost of £ 0.02 per m3 most systems when assessed have a 25-35% leakage rate equivalent to a loss of around £6300.
- The compressor also represents an, as yet, untapped source of waste heat. During the initial survey the temperature of the compressor room was noted and compared the outside & workshop temperatures at the time. (Outside 7.7 °C, Workshop 16.6 °C & Compressor exhaust temperature 44 °C ).
- To improve efficiency further, consideration should be given to replacement of the current compressor with a more efficient model, based on the energy monitoring shown in Fig 1 below.
- Suitable non-contact, rapid measurement systems from Keyence were also identified for the company to subsequently investigate
- Some low cost maintenance solutions & a phased shift to LED technology were identified as solutions to improve energy saving on the lighting system.
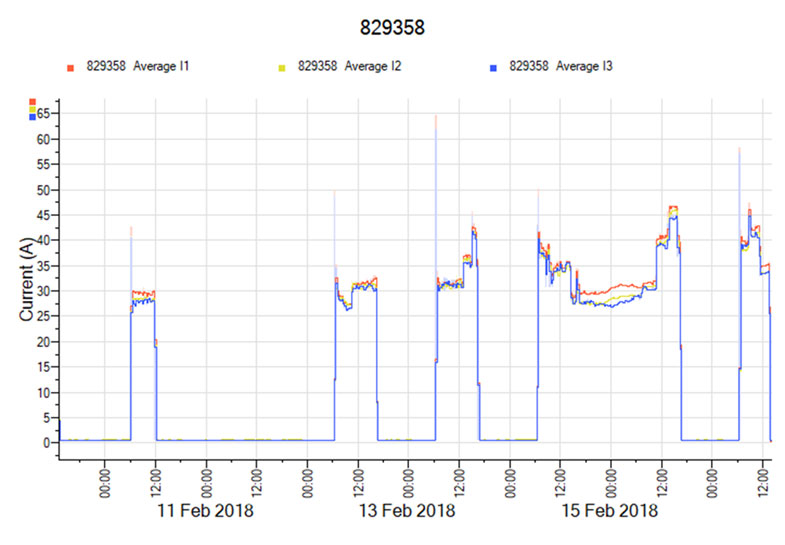
Fig 1. Data logged from compressor 3 phase supply over one week.
![]()
The Chance Brothers Glassworks was established in 1824 and was famed for the production of lanterns for the first generation of modern lighthouses. CGWHT have the freehold over a proportion of the former Chance Brothers site (approx 8 acres), all buildings on site are Grade II Listed and the whole site is a Scheduled Ancient Monument (SAM).
Background to the support provided
Chances Glass Works Heritage Trust (CGWHT) are the custodians of the former Chances Brothers Glassworks site. Derelict since 1981 this promi-nent site located next to the M5 in Smethwick was once the economic heart of the region producing specialist glass products worldwide for light-houses and instrumentation devices. CGWHT want to protect and promote the industrial and culture heritage of the site, with the long-term ambition to redevelop the site into a mixed use residential, educational and creative space for the region. After an initial site visit, it was agreed that EnTRESS would scan a portion of the 7-storey building (see image above) on site us-ing both academic expertise within the School of Architecture and Built Environment and a state of the art FARO Focus S laser scanner.
What was accomplished?
The core aim of the CGWHT is to protect the industrial and cultural hertage of the site whilst bringing it back into the productive use for the community through sensitive redevelopment.
After intial discussions and a subsequent site visit, it was agreed that EnTRESS would laser scan a portion of the 7-storey building to aid redevelopment plans and offer CGWHT opportunities to implement BIM (Building Information Modelling) processes into future renovation.
The scanning was completed by Paul Boden, Technical Resource Manager for the School of Architecture and Built Environment, using the FARO laser scanning hardware and software.
-439x274.jpg)
Key outputs & Opportunities
The raw data captured during scanning was rendered into a special model using specialist visualisation software by EnTRESS academics. The data and model is being used for site promotion as a fly through video as well as architectural design and development. The data has also been used to create a 3D model allowing CGWHT to gain accurate measurments of the building facade and interior layout.
![]()
Founded in 2010, Fire Protection Recycling are the UK’s largest recycler of Fire extinguishers, recycling in excess of 500,000 per year.
Based in Oldbury and providing a National collection & disposal service to all sectors regardless of quantity or location. They are an ISO 14001 accredited company giving peace of mind when it comes to environmental responsibilities. As the majority of their customers are from the fire protection industry they also offer a disposal service for other equipment such as smoke detectors, alarms, light fittings, batteries, hose reels & fluorescent tubes, reducing the supply chain length as well as cutting costs.
"We are always looking at new disposal routes to assist with our environmental goals. We also monitor transport to ensure we are doing all that is viable to reduce our Carbon footprint." Contact:
Background to the support provided
Having been initially referred to the University's EnTRESS Project by the Black Country Growth Hub, our initial meeting was at Fire Protection's Oldbury site. The company were interested in exploring the possibilities of re-cycling/re-processing fire extinguisher dry powder.
This is normally a mix of Monoammonium phosphate and Ammonium sulphate. Which by coincidence, are common constituents of agricultural fertilizers. EnTRESS agreed to carry out initial research on the feasibility of re-processing this mix of materials for alternate use.
A secondary aim of the project was to work with Fire Protection Recycling to enable its participation in a EnTRESS workshop / challenge / showcase event, themed around waste management & waste treatment. Held at the Wolverhampton Science Park on the 1st of March 2018 and supported by the Environment Agency.
What was accomplished?
The knowledge transfer process
Starting point for the project was a characterization of the exact chemical make up of the dry powder, as there are a number of powder manufacturers all with slightly differing chemical mixes. This work was done in the University’s chemistry facilities using the latest analytical equipment, by Professor Craig Williams - Professor of Inorganic Chemistry Research.
With the composition identified, tests were then carried out in order to study the effects of dissolving the mix into water &assess its suitability for use in the neutralization of other chemical wastes.
An accepted disposal route for this material is utilization as a fertilizer through an approved, specialized company according to local authority regulations. European disposal No. 160 509. The issue with this option is finding a sufficient market for the quantities in question. Since the company already utilize this method, the improvement required here was to explore methods of strengthening the case for using the powder as a fertilizer. At present the costly alternative is disposal via incineration.
To capitalise on the links & contacts gained during the waste management event and in order to increase the resilience, environmental and economic performance of business Fire Protection Recycling is maintaining its links with the University via the EnTRESS project. As a result Professor Mike Fullen, Professor of Sustainability & Dr Tim Baldwin (School of Biology, FSE) who is a plant biologist, are currently developing an integrated soil-plant response study to assess the effectiveness of this material as fertilizer. This further work will be carried out under a related University project (BRIC) Brownfield Research and Innovation Centre.
Solutions Identified
- Our research suggested that the composition of the recovered extinguisher powder did indeed match that of typical commercial fertilizers.
- A second research stream for the recovered powder was its use as a neutralizing agent for other more problematic chemical waste. From analysis the powder is 56% Monoammonium phosphate and 21% Ammonium sulphate. The mix once in solution and after initial reaction will end up mildly acidic (ph 4.8) and could be used for the neutralization of alkaline waste. This is however a specialist application and will require further specific testing.
- In order to assess the effectiveness of this material as fertilizer, Professor Mike Fullen and Dr Tim Baldwin, who is a plant biologist, are to developing an integrated soil-plant response study to assess plant yield. This further work will be carried out under a related University project (BRIC) Brownfield Research & Innovation Centre.
- With over 60 attendees networking with speakers and exhibitors from business, academia, national & local government. a number of new contacts & opportunities for the company were generated by attending our waste management event.
Prima Is a leading UK supplier of bio-degradable, non-toxic, cruelty-free and vegan-friendly cosmetic glitter. Set up in 2016 Prima captures the best new cosmetic trends from around the world & brings them together in one place, in a range of unique products.
Background to the support provided
Our initial meeting was at the University having been initially referred to each other by the Black Country Chamber of Commerce.
The company were interested in developing a manufacturing capability for bio-degradable glitter and need some technical input on dust extraction as the material has a tendency to create ‘glitter dust’ which needs to be separated & contained at source to eliminate environmental contamination & in-process cross-contamination from waste process dust. They also required assistance to develop a more efficiently degradable glitter base material.
EnTRESS agreed to carry out initial research on the feasibility of alternative bio-degradable materials for the manufacture of glitter. In addition an outline concept plan was prepared, which dealt with the issue of dust extraction during glitter manufacture.
What was accomplished?
The knowledge transfer process
Starting point for the project was a researched review of the current range bio-degradable materials available and their applications. With an assessment of their suitability for the manufacture of glitter. The published bio-degradability of suitable materials was also assessed against the aims & criteria set by Prima Makeup as part of their strategic business model.
As an aid to material selection characterization, of the glitter using electron microscopy, was carried out by our academic researchers, Dr Iza Radecka & Professor Marek Kowalczuk.
A review of the glitter manufacturing process was also undertaken in order to assess the source, nature and level of dust produced. In order to select appropriate extraction solutions. The suggested machine enclosure concept is shown right.
In the current environmental climate, the bio-degradability of products is being questioned, with the added issue of in-organic particles, finding their way into the sea and ultimately the food chain. EnTRESS and its academic research team carried out a review of Prima Makeup’s current products with a view to improving business performance in terms of resilience, profitability and competitiveness within the cosmetics industry while at the same time contributing to the protection and preservation of the environment.
The identification of suitable bio-degradability testing standards was a key factor in this projects success, as a means of maintaining and re-enforcing the high quality environmental credentials that are at the heart of Prima Makeup’s business ethos.
Solutions Identified
- Our research suggested that the composition of the glitter’s base material could be modified to increase significantly the compostability of the product.
- Three dust extraction solutions were identified ranging from full factory wide distribution systems to low cost individual machine based systems. In addition to the dust extraction, it was also recommended that the machinery be fully enclosed to contain manufacturing dust and have the added benefit of sound proofing the equipment.
- That consideration is given to the gaining of the EN 13432 Certification for the company’s current products. It should be noted that there are also ASTM equivalents are also available
- Gaining this standard would bring a positive re-enforcement to the company’s and the product’s environmental credentials.
- The EnTRESS project has also explored the practicality of replacing the current packaging with bio-degradable containers. To this end we are currently rapid prototyping custom designed sample containers in compostable bio-plastic. The CAD model of which is shown left.